Схема напряжения для порошковой покраски. Пиролизная печь
Порошковая покраска своими руками требует наличия специального оборудования, которое можно приобрести или частично изготовить самостоятельно. Независимо от принятого решения, это довольно трудоемкий и затратный процесс. Но такой вариант нанесения краски является одним из самых эффективных, поскольку получаемое покрытие отличается прочностью и долговечностью.
Порошковый способ окрашивания предполагает использование подходящего оборудования и приспособлений, а также разделение процесса на участки.
 Ориентировочная схема линии для порошкового окрашивания
Ориентировочная схема линии для порошкового окрашивания
Для качественной работы потребуется:

Следует предусмотреть удобное расположение всех участков, большое внимание уделяется системе подвесов. Упростить задачу может использование тележки-вешалки. Размещение оборудования даже в минимальном количестве потребует довольно просторного помещения, хотя при желании некоторые участки могут быть объединены.
Оборудование для порошковой покраски: выбор и самостоятельное изготовление
Многие необходимые инструменты и приспособления можно изготовить своими руками. Это позволит значительно сэкономить, но потребует много сил и времени. Для получения оптимального результата некоторое оборудование рекомендуется приобретать.
Распылитель
Распылитель является одним из важнейших инструментов, от качества напыления зависит то, каким получится покрытие. Поэтому лучше отказаться от самостоятельного создания приспособления и отдать предпочтение готовым вариантам. Принцип окрашивания заключается в том, что частички краски, проходя через пистолет, приобретают определенный заряд.

Прибор бывает двух основных видов:
- Электростатический. В нем частички заряжаются от постороннего воздействия. С его помощью можно красить любыми видами порошковых составов.
- Трибостатический. Этот вариант более простой, частицы приобретают заряд за счет быстрого вылета из сопла и трения между собой. Такой метод напыления требует соблюдения определенных условий, на качество покрытия оказывает влияние влажность. Также необходимо правильно рассчитать длину подсоединенного шланга, которая зависит от мощности компрессора.
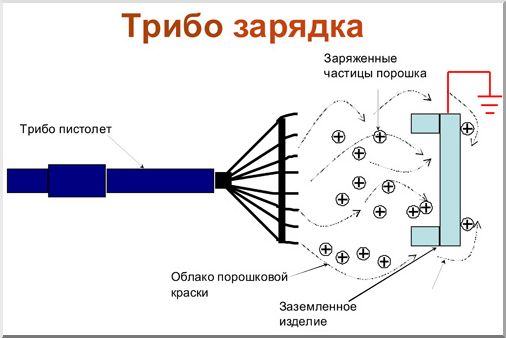 Трибостатический способ обработки на данный момент считается наиболее прогрессивным
Трибостатический способ обработки на данный момент считается наиболее прогрессивным
Наиболее популярными являются следующие модели распылительных устройств:
- Интересный вариант – пистолет «Старт», особенно с серийным номером 50. Такая разновидность универсальна и сочетает в себе обе технологии нанесения краски. С этой целью прибор снабжается дополнительной трубкой для трибостатического напыления.
- Более доступным является «Лидер». Он позволяет выполнять работы в домашних условиях. Отличается небольшим расходом краски.
- Для профессиональных процессов и масштабного производства отличным решением будет оборудование марки «Тесла». Стоимость такой установки значительно превышает предыдущие варианты, но обеспечивает комфортный уровень работы.
 От качества пистолета во многом зависит равномерность укрывающего слоя порошка
От качества пистолета во многом зависит равномерность укрывающего слоя порошка
Естественно, для самостоятельного использования подойдут более простые виды ручных распылителей.
Важно! Независимо от выбранного варианта, все разновидности должны быть снабжены источником заземления.
Любители мастерить могут собственноручно сделать пистолет-краскопульт. Весь процесс прекрасно демонстрирует это видео:
Камера окраски
Покрасочную камеру можно изготовить самостоятельно, для этого не потребуются сложные материалы. Но многие мастера считают, что от этого участка можно отказаться. Действительно, если мероприятие проводится единожды, то достаточно подготовить удобное и чистое место, которое закрывается плотной полиэтиленовой пленкой. Но при постоянных работах такое приспособление будет нелишним.
 При маленьких объемах вполне достаточно небольшого покрасочного шкафа
При маленьких объемах вполне достаточно небольшого покрасочного шкафа
Алгоритм создания камеры:
- Сваривается каркас нужного размера, для этого используется металлический профиль. Если покраска будет проводиться в специальном помещении, то при наличии свободного места камеру делают стационарной. Создаваемый бокс должен быть достаточно просторным.
- С внешней стороны профиль обшивается листами железа, с внутренней укладывается теплоизоляция. Необходимо добиться предельной герметичности, что позволит сохранить большую часть неиспользуемого порошка.
- Для лучшего сбора краски пол рекомендуется сделать решетчатым.
- Отдельно предусматривается принудительная вентиляция.
Упростить задачу можно, расположив покрасочный участок вдоль одной из стен помещения. Смежные поверхности обшиваются листами железа, место подвеса располагается на некотором удалении от стены, а под ним размещается контейнер для частичного сбора состава. Пространство закрывается плотным занавесом.
Печь
Именно печь – один из самых важных элементов при выполнении порошковой покраски. Она необходима для расплавления нанесенных на поверхность детали частиц состава. Важным условием является выбор оптимальной температуры. Суть процесса полимеризации заключается в том, что нагреть нужно не поверхность, а полностью изделие, которое подвергается обработке.
Изготовление печи
Изготовление такого устройства – не самая легкая процедура. Подробный алгоритм процесса включает несколько этапов.
Подготовка необходимого материала
Для создания печи потребуется:
- сварочный аппарат;
- болгарка;
- дрель с насадками по металлу;
- ножницы.
 Минимальный набор инструмента для создания жарочного шкафа
Минимальный набор инструмента для создания жарочного шкафа
- плиты базальтовой ваты толщиной 100 мм;
- металлический профиль размером 5*2 см;
- оцинкованные листы стали;
- тангенциальный вентилятор;
- тэны (для камеры шириной и глубиной 100 см при высоте 200 см потребуется 12 шт.);
- термодатчики и блок контроля.
 Экономить на качестве составляющих жарочного шкафа нельзя
Экономить на качестве составляющих жарочного шкафа нельзя
На заметку! К изготовлению сушильной камеры необходимо подходить со всей ответственностью. Лучше изначально выполнить работы качественно, чем исправлять возникшие проблемы.
Создание каркаса и подключение
Конструкция сваривается по определенной схеме:

Камера тестируется на обработанной порошком детали, определяются оптимальные настройки. Ввиду того что печь и пистолет для окрашивания имеют самое большое значение, именно их изготавливают или приобретают в первую очередь.
На заметку! Чтобы покрасить небольшие единичные элементы, для запекания можно использовать обычную бытовую духовку.
Как красить порошковой краской
После того как все оборудование собрано, куплено и налажено, можно самостоятельно окрашивать металлические детали.
Выбор краски
Порошковые краски разделяются на две категории:
- Термопластичные. Принцип получения покрытия заключается в том, что порошок наносится на деталь, которая подвергается запеканию. Воздействие на создаваемый слой оказывает только температура. В эту группу входят составы на основе поливинилбутирала, полимеров, полиамида, полиэлифина.
- Термореактивные. Суть процесса в том, что сплавление сопровождается определенной химической реакцией. Это позволяет получить поверхность, стойкую к любым воздействиям. Варианты таких смесей: эпоксидные, полиэфирные, эпоксидно-полиэфирные, полиуретановые.
Следует учитывать, что цвет выбранной краски не подвергается колеровке.
 Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Как термопластичные, так и термореактивные составы имеют широкую цветовую гамму
Технология окрашивания
Домашние работы требуют создания определенных условий. Все процессы распределяются по участкам, чтобы исключить нарушение технологии окраски из-за пыли и грязи.
Порядок действий:

Естественно, что для получения оптимального результата потребуется некоторое время, чтобы правильно настроить все оборудование и разработать четкую последовательность технологического процесса. Но при соблюдении всех условий результат превзойдет все ожидания.
Как самому построить печь полимеризации порошковых красок
С читателями делится опытом организации участка порошковой окраски американский окрасчик Шон Кастл.
При работе, связанной с окраской порошковыми красками вам понадобится печь полимеризации. В розничной продаже есть множество предложений готовых решений, но все они ограничивают вас в размере окрашиваемых изделий.
Поскольку для полимеризации покрытия вам необходимо нагреть изделие до 200 0 С, у вас есть, во-первых, возможность выбрать из имеющихся готовых печей, достаточно вместительных по размеру. Существует несколько вариантов домашних печей, которые достаточно недороги для начала работы: печь-гриль, духовка, гриль-барбекю на газе и др. Печи относятся к тому виду оборудования, для которого цены растут постепенно сообразно увеличению его размеров. При превышении размеров обычной домашней печи цена на неё дальше по мере увеличения размеров изменяется скачкообразно, переходя на тысячи. Если вам понадобится печь, в которой можно одновременно поместить 4 колеса или велосипедная рама, она обойдётся вам в $2 000. Если вам нужна печь, способная вместить машину, она обойдётся в $10 000 - $20 000. Надо отметить, что на eBay время от времени появляются более дешёвые предложения крупных печей.
Если у вас возникло желание начать красить порошковыми красками буквально в течение недели, лучше всего подойдёт домашняя печь-гриль (рис.1). Которой вам вполне хватит для окраски небольших изделий. Такие печи дёшевы, фактически готовы к работе, работают быстрее духовки и потребляют меньше электричества. Они также занимают мало места и требуют всего лишь подводки напряжения 220 В.
Следующим вариантом является электродуховка. Для работы с ней вам не понадобятся никакие сверхумные примочки, кроме таймера и термометра. Но с какими бы красками вы ни работали, готовить потом на этой печке еду больше нельзя. Это касается и других вариантов домашних печей. Являясь более вместительной, духовка потребляет и больше электричества и требует более мощной проводки. В интернете полно руководств по установке домашней духовки. При этом надо помнить, что относиться к электричеству при работе с ним необходимо крайне серьёзно. Поскольку ценой ошибки может стать угроза жизни. Полимеризацию можно провести и в газовой духовке. Но необходимо помнить, что взвесь краски в воздухе является воспламеняемой. Поэтому нанесение краски в невентилируемом помещении рядом с газовой духовкой следует избегать. Детали с нанесённой на них краской не должны контактировать с открытым огнём.

Менее обычным вариантом печи полимеризации является также газовая духовка-гриль. Американский окрасчик рассказывал о своём единичном опыте работы, связанным с ним. Причиной выбора было острое желание красить порошком после получения по почте окрасочного пистолета. Время выбора электрической печи затягивалось, а лишней домашней не оказалось. На заднем дворе валялась давно заброшенная и неиспользуемая газовая печка-гриль (Рис.2). Противень в ней опустили вниз, чтобы отсечь прямой огонь от окрашенных изделий. Пустой корпус компьютера послужил рамой для крепления подвесок. (Рис.3) Все окрашиваемые изделия хорошо в нём помещались и процесс полимеризации шёл на ура. Огорчением служила лишь необходимость постоянного контроля за температурой. Измеряя её с помощью инфракрасного термометра, рассказчик наловчился регулировать температуру с помощью трёх предусмотренных конструкцией регулировочных ручек. После исчерпания запаса пропана его желание работать с домашней электрической печью усилилось и газовый гриль остался лишь в качестве резерва.

Другим вариантом остаётся использование инфракрасной лампы (рис.4). Она лучше подойдёт для крупных изделий. Недостатком является необходимость создания какой-либо завесы для сохранения температуры. Поскольку на открытом воздухе деталь не достигнет нужной температуры. Эти лампы к тому же и дороги, поскольку она может прогревать только одну сторону за раз. И если вам надо окрасить кубическое изделие, вам понадобятся 6 ламп для каждой стороны.
До сих пор мы рассматривали печи, с которыми вы могли бы начать знакомство с порошковой окраской. Если вы хотите далее продолжить работу с окраской более крупных деталей, вам придётся заплатить большую сумму или изготовить печь самому. Перспектива самостоятельного изготовления может выглядеть пугающей, если вы никогда не работали с металлом. В интернете есть множество информации по этой части. Которая позволит приступить к работе и сэкономить деньги, получив печь полимеризации большего объёма. Ниже будет представлен способ производства печи без применения сварки.
Вы можете построить печь сообразно требуемым вам размерам. И вы также можете сделать её более подходящей для полимеризации порошкового покрытия. Главной особенностью этой печи должно быть полное отсутствие выступающих внутрь её просвета деталей. Рабочим является полностью её внутреннее пространство. Нагреватели, освещение, вентиляторы и прочие элементы встроены в стены. Построенная таким образом печь позволит использовать в работе стойки для подвесок окрашенных изделий, которые будут плотно примыкать к стенкам печи без потери внутреннего пространства. Вам понадобится подвесить все окрашенные изделия на подвески, размещенные на тележке, затем вкатить её в печь. Это создаёт определённые трудности и затраты при её изготовлении. Вы можете выбрать вариант с максимальной экономией места или же пойти по традиционному пути. Главным при этом является то, что выбор будет полностью за вами. Средних размеров печь, пригодная для работы обойдётся вам в $ 1400. Какое-то количество денег можно сэкономить на размещении внутренних деталей печи. Но всё равно планируйте не менее $ 1000 в расходах на печь, подобные изображённой на рис.5 .

Размеры: 1000*1000*2000
Конструкция на заклёпках без применения сварки
1 мм сталь, 1,5 мм сталь - на пол
4 встроенных нагревательных элемента по 2 кВт
Встроенное освещение
Встроенный конвекционный вентилятор и воздуховод
PID-контроллер
Окно в двери
Основой конструкции рассматриваемой печи, как и большинства прочих, является собранная на заклёпках рама. С внутренней и с внешней стороны рама закрыта листовым металлом. В нашем случае использована 1,0 мм сталь. И на пол идёт 1,5 мм сталь. Поскольку пол должен быть достаточно прочным, чтобы по нему можно было ходить. Листовой металл и металлопрофиль несложно приобрести в любой местной компании, торгующей металлом. Между листами металла надо поместить термоизоляцию. Внутри печи также будут размещаться нагревательные элементы, соединённые проводами с блоком управления, расположенного снаружи печи.

Начнём с создания рамы. Её необходимо выполнить из оцинкованного С-образного стоечного металлопрофиля (рис.6), который применяется при строительстве. Проще купить их с запасом, не пытаясь точно вычислить необходимое количество. Работать с ними довольно легко, поскольку они довольно тонкие (0,5 мм). Их легко сверлить и резать. Поскольку резать придётся их часто. Неплохо было бы обзавестись ножницами по металлу.
Элементы рамы необходимо скрепить с помощью клёпок. Вам понадобится много клёпок. Они легки в применении и достаточно дёшевы. Вы сначала сверлите дырку, затем с помощью клёпочного пистолета ставите клёпку в дырку, нажимаете курок и готово. Вы, наверное, знакомы с ручным заклёпочником, но я категорически рекомендую пневматический пистолет, если у вас есть воздушный компрессор. Он сэкономит вам массу времени и сил, которых вам будет не хватать в конце каждого рабочего дня. Вне зависимости от типа заклёпочного пистолета вам понадобится, как уже говорилось выше, много клёпок. Важно учесть, что металл, из которого должны быть выполнены заклёпки, должен совпадать с металлом, из которого выполнена печь. То есть, если вы работаете со сталью, у вас должны быть стальные клёпки. Иначе вам не избежать проблем коррозии вашей конструкции. Также важно при работе с заклёпками сверлить отверстия правильного диаметра. Упаковки в 1000 заклёпок должно будет вам хватить и ещё останется небольшой запас.

Теперь, имея запас материалов, вы можете начинать с нижней части рамы. Отмерьте и отрежьте профиль согласно тому размеру печи, который вы задумали. Её стены будут находиться выше пола. Сложите на полу квадрат из отрезков профиля вставляя их на углах один в другой нахлёстом. После того как вы правильно выложили профиля на полу, зафиксируйте их с помощью С-образных зажимов (рис.7). Затем вы можете склепать профиля в местах нахлёстов (см.красные точки мест расположения заклёпок на рис.8) Начните с одной клёпки на угол для обретения первичной жёсткости конструкции. Используйте угольники для фиксации правильного прямого угла. После того, как вы прошлись по всем 4 углам, можете вернуться и продублировать заклёпки в каждом углу для большей жёсткости.

После того, как сформировали 4 стороны напольной рамы, вы теперь можете добавить профиля для прочности пола, крепя их аналогичным образом, как показано на рис.9.




Точно такая же процедура изготовления подойдёт для стен. На рис.10 показана задняя стенка. Необходимо каждый раз точно посчитать и отмерять нужную длину профилей. Затем собранные стены надо одну за одной размещать и крепить заклёпками к напольной части рамы, как показано на рис.11. После задней стенки вы устанавливаете и крепите к напольной раме и к задней стенке боковые стены будущей печи (рис. 12, 13). Затем добавьте и закрепите аналогичным образом потолок (рис.14).


Теперь пришло время встроенных нагревательных элементов. У них должны быть свои отсеки в стенках печи, но каждый квадратный сантиметр стены печи должен быть термоизолирован. Полое пространство между профилями будет заполнено термоизоляционным материалом. Но поскольку нагревательные элементы займут часть пространства в стене, в слое изоляции необходимо вырезать участок и выделить его конструкционно с помощью дополнительных отрезков профиля, как показано на рис.15, 16.
Установка внутренней облицовки. После сбора рамы печи вы начинаете её облицовку изнутри листовым металлом. Приобрести его вы сможете легко, как уже говорилось выше у любой местной компании, торгующей металлом. Большинство из них готово будет порезать вам его в размер. И у вас не будет необходимости связываться с гильотиной. Лучше всего взять в работу оцинкованную сталь во избежание появления ржавчины. Что касается толщины металла, то, как уже говорилось выше, для подобного размера печи лучше брать 1,0 мм металл и на пол 1,5 мм. У каждой из них свои преимущества и недостатки. Более тонкий металл обойдётся дешевле и позволит печи прогреваться быстрее. В то время, как более толстый металл более дорогой. Но он прочнее и лучше держит тепло после разогрева. Что облегчает работу печи в более холодных климатических условиях.


Первым размещают 1,5 мм лист металла на пол и крепят его заклёпками к боковым и дополнительным поперечным напольным профилям. Не жалейте здесь заклёпок, закрепляя лист к профилям (рис.17). На рис.18 показана полностью облицованная изнутри рама печи.

После окончания работ с внутренней облицовкой необходимо сделать 4 выреза для нагревательных элементов болгаркой. Можно использовать как электрическую, так и пневматическую. Эту работу надо выполнить внимательно, в результате у вас должны появиться аккуратные прямоугольные отверстия с ровными краями (рис.19).



Конвекционный воздуховод. Наверху печи будет размещаться конвекционный вентилятор, который будет рециркулировать воздух из верхней части внутреннего пространства печи в нижнюю. Это позволит выровнять температуру воздуха в общем объёме печи. На рис.20 и 21 вы можете увидеть, как выглядит конвекционный воздуховод внутри стены печи. Эти изящные прямоугольные в сечении трубы называют вытяжными вентиляционными. На рис. 22 показан выход из воздуховода внизу печи.


В качестве вентилятора американский автор рекомендует использовать адаптированный к работе с высокими температурами Dayton 1TDV4 High Temperature Blower, 115 Volt, 310 CFM, привычный для североамериканского рынка (рис. 23, 24). На нашем рынке проще найти радиальные вентиляторы со спиральным корпусом типа ВР-80-75ДУ, предназначенные для перемещения образующихся при пожаре дымовоздушных смесей с температурой до 400°С в течение 120 минут.



На рис.25 вы можете увидеть, как воздуховод завёрнут вокруг боковой стенки к вентилятору, расположенному наверху. Вы видите колено, частично видимое сверху. Из тех же металлопрофилей, из которых выполнены рама печи, выполнен переходник от воздуховода непосредственно к вентилятору (рис. 26, 27).





Для воздушной изоляции стыков металла в переходнике от вентилятора к воздуховоду используем термостойкий герметик (рис.29, 30). Затем накрываем переходник крышкой, вырезанной из листа металла, и фиксируем его заклёпками (рис.28, 31) На рис.32 показан вид на вход вентилятора изнутри печи.
На этом работа по созданию конвекционной системы печи закончена. Теперь, как вы можете убедиться, воздух будет забираться из верхней части внутреннего пространства печи и подаваться в её нижнюю часть с помощью воздуховода с прямоугольным сечением. Это позволит выровнять температуру наверху и внизу рабочего пространства печи. Это очень важно, поскольку без принудительной циркуляции воздуха разница температур составит более 50 градусов.







Освещение. Рассматриваемая нами конструкция печи предусматривает 3 встроенных и утопленных в потолок светильника. Благодаря этому они не будут препятствовать перемещению окрашиваемых деталей в печи. Если вы решите не утруждать себя встраиванием светильников в потолок, то вам понадобятся просто патрон и лампочки. Их надо будет установить на потолке. На рис.33 показана конструкция встроенного светильника в сборе. Для его сборки вам понадобятся: фарфоровый патрон (рис.36) , 40 ваттные лампочки (по одной на светильник), 6-дюймовая заглушка (по 2 штуки на светильник, рис.35) , 6-дюймовая соединительная муфта (по 1 шт. на светильник, рис.34). Вам надо вставить фарфоровый патрон внутрь заглушки. Просверлить дыры для проводов в центре и для крепления светильника к заглушке. В другой заглушке просверлить отверстие для доступа к патрону извне. Далее собираем из двух заглушек, муфты, патрона и отрезков профиля, собранных вместе в квадрат, весь светильник. Он легко выдержит необходимые рабочие температуры вашей печи. На рис.37 показан его вид сзади. На рис.38 показаны 3 светильника закреплённых заклёпками на своих местах. На рис. 39 показаны эти же светильники изнутри печи. На этом же рисунке мы видит весь потолок в сборе.
Термоизоляция. Каждую стенку необходимо термоизолировать для предотвращения потери рабочего тепла печи. Обычно в качестве термоизолирующего материала выбирают минеральную вату или стекловату. Минеральная вата обладает более высокой термостойкостью, но и более высокой ценой. Если вам придётся работать с керамическими покрытиями, то предпочтительней минеральная вата из-за более высоких температур, с которыми вам придётся работать. Для работы с порошковыми красками вам вполне подойдёт и стекловата, которая позволит сэкономить деньги.
Для рассматриваемой печи необходим материал с термическим сопротивлением (R-value)равным 13 (толщина 3 ½ ”, ширина 15 ¼ “). Маты изоляции укладывают внахлёст между профилями рамы печи. Предварительно их надо подогнать в размер. Проще всего это сделать, подрезав острым ножом. Для работы с термоизолирующими материалами необходимо использовать перчатки, защитные очки, респиратор, защитный халат с длинными рукавами, брюки и плотную обувь. В ином случае вам не избежать зуда и раздражения кожи.






На рис.40, 41 вы видите термоизоляцию с вырезами для окон с нагревательными элементами. Это будут самые горячие места печи. Поэтому их, конечно, надо термоизолировать с помощью подготовленных панелей. Каждое место, где печь открывается наружу, каждое утопленное в стене устройство, должно быть термоизолировано. К ним относятся 4 нагревательных элемента, воздуховод, расположенный на задней стене печи и вся крыша печи целиком. Термоизолирующие панели составляют из рамы, выполненной из профиля и заклёпок (рис.43, 44, 45). Но перед установкой этих панелей необходимо установить нагреватели и обшить печь снаружи листовым металлом.

Нагревательные элементы. Для работы этой печи понадобятся четыре 2-х кВт нагревательных элемента общей мощностью 8 кВт. Их можно купить в магазине или же вынуть из старой домашней печи. Они достаточно недороги. Чтобы правильно определить необходимое количество нагревательных элементов и их мощность для вашей конкретной печи, вам понадобится калькулятор на сайте http://www.calculator.net/btu-calculator.html Или же какой-то аналогичный. Чтобы воспользоваться им достаточно ввести параметры вашей печи и разницу между рабочей температурой вашей печи и температурой окружающей среды. Результаты калькулятора не являются очень точными, разумеется. Работа нагревательных элементов контролируется PID-контроллером. На рис. 46 вы видите нагревательные элементы, установленные в печи.
Продолжение следует.
Чабан Владимир (добавить фото)
Региональный менеджер ООО Одри
Готовые изделия и детали окрашиваются разными способами. ЛКМ наносятся кисточкой, распылителем, применяется технология окунания.
Экономной признана методика порошкового окрашивания. Особенно удобно наносить краску на мелкие детали. Для покрытия полимерного слоя при помощи сухого красителя под действием температуры нужна термическая конструкция – печь для полимеризации порошкового КМ. Расплавившись краситель проникает в самые мелкие поры изделия. Способ окрашивания считается лидером по качеству покрытия.
Печь для порошковой покраски своими руками можно собрать в домашней мастерской, процедура не сложная. Установка может стать неплохим стартом для организации своего дела.
Конструкция термической установки
Основу термоустановки, с помощью которой декорируются детали порошковым красителем, составляют два узла:
- Камера порошковой покраски своими руками или при помощи пистолета (порошковая модель). Под давлением КМ окутывает деталь и покрывает ее по всей сложной конфигурации.
- Печь для нагрева и расплавки полимера на поверхности.
Принципы методики окрашивания
Деталь перед окрашиванием очищается, обезжиривается. В посуду с приготовленным раствором моющего средства, с добавлением растворителя (уайт-спирита или ацетона), при температурном режиме 40-60 градусов выше нуля, обезжиривается одновременно несколько деталей. Все загрязнения убираются дробеструйными и пескоструйными приборами.
Тип полимеризационной конструкции диктует способ обработки детали порошковым красителем. Дальше она обрабатывается в термической установке. Порошок нагревается, расплавляется и полимер покрывает все мелкие поры поверхности детали. Покрытие высокой степени адгезии проходит стадию спекания, что усиливает прочность слоя и его сцепление с основой.
Классификация печного оборудования
Объединенные по нескольким общим признакам в группы термопечи классифицируются:
- тупиковые и проходные;
- одноходовые и многоходовые;
- горизонтальные и вертикальные.
Для полноценной работы нужно электричество, углеводороды (мазута, соляра, природный газ). Применяется несколько способов нагрева: конвективный, терморадиационный, индукционный. Модель конвективной печи встречается чаще. У конструкции благодаря перемещению теплых воздушных масс происходит нагрев. В качестве источника нагрева в терморадиационных моделях используется инфракрасное излучение. Подложна разогревается очень быстро.
Алгоритм сборки в домашних условиях термопечи
Предварительно выполненные чертежи конструкции печи помогут сделать правильный расчет необходимого количества материала. Для окрашивания некрупных деталей справится конструкция 1х1х2 м. Камера полимеризации своими руками для порошковой окраски сооружается с учетом объема покраски материала, чтобы избежать больших энергозатрат. Иначе она станет экономически невыгодной.
Камера для порошковой покраски своими руками собирается по технологии «скелет» плюс обшивка:
- Основа короба-каркаса собирается из профильных труб, красится по желанию термостойким красителем.
- Минеральная вата для «скелета» служит утеплителем. Оставляется окошко для отверстия-загрузки.
- Для будущих дверей привариваются петли на место, где предполагается их проем.
- Листами из металла обшивается каркас. Они плотно прилегают к основанию.
- На потолке конструируются кронштейны для обрабатываемых деталей.
- Внутри «короба», по бокам монтируются ТЭНы, термопары. Они распределяются равномерно по стенам. Проводится подсоединение к сети по схеме. Рекомендуется обратиться с консультацией к опытному электрику. Защищается ТЭН кожухом из материала, который соответствует материалу стенок. Воздух подается вентилятором через дырочки кожуха.
- Прокладывается электропроводка: кабель подсоединяется к системе контроля температурного режима и к источнику питания током с 220 вольт или 380 вольт.
- Листовой сталью внутри конструкции закрывается вся электрика.
- Монтируется вентилятор с наружной стороны камеры, за пределами места покраски. Подключается он через два отверстия (для воздуховодов) в корпусе. Нагнетательная часть меньше заборного воздуховода. Поток воздуха должен двигаться через отверстия кожуха, подыматься снизу-вверх, обдувая подвешенные детали.
- Печь готова к пробному запуску.
В помещении, где собирается печь, лампами дневного света организовывается освещение. Если на них попадает КМ, то он не плавится, поскольку лампы не нагреваются. Процесс окрашивания завершается охлаждением задекорированных изделий. Для этого удобными будут кронштейны после печи.
- Система электрики должна иметь заземление. Температура нагрева ТЭНов контролируется блоком управления, им же запускается вентилятор. По технике безопасности должны быть автоматы для ТЭНов и вентилятора, общий автомат для отключения всей конструкции. В продаже можно приобрести заводской блок управления для всей камеры.
- Система рекуператора заменяется пылесосом старой модели с циклонной насадкой. Бытовой рекуператор в первые минуты забивается потому он не применяется.
На печь, собранную своими руками, будут потрачены финансы лишь на приобретение материалов. Благодаря потраченным силам и калориям будет сэкономлено до 300 тысяч рублей. Около 400 тысяч рублей будет потрачено на инфракрасную печь.
Плюсы применения установки окрашивания
Технология окрашивание в термоустановке помогает решить ряд проблем:
- Потери КМ снижаются до 2 %, при обычном способе до 50 %.
- Порошок КМ, который излишком остался на поверхности и повис в воздухе, собирается фильтрами и используется повторно в производственном процессе. Для этого камера оснащается системой рекуперации.
- Краска в виде порошка дополнительно фильтруется от загрязнений.
- Регулируется толщина слоя покрытия в диапазоне 40-250 мкм.
- Защитный и декорирующий слой служит до 20 лет.
- Поскольку взаимодействие краски и основания происходит на уровне молекул, то окрашиваемая деталь противостоит механическим воздействиям, поверхность не может заржаветь. Сквозь слой краски не проникает вода. Жидкие составы создают на поверхности гладкое покрытие с особенным блеском, которое сравнимо с отполированными поверхностями.
- После камеры окрашенные детали не подвергаются дополнительной сушке.
Важно: в камере порошковая покраска не позволяет провести колеровку.
Большим недостатком использования печи считается ее низкая окупаемость в условиях окрашивания небольшого количества деталей. Порошковый КМ относится к дорогим материалам.
Предложения от производителей
Выбор модели делается на основании: вида топлива, который используется при работе, предполагаемого объема окрашивания, количества деталей, которые окрашиваются в единицу времени.











